
中密度板热压中的温度、时间、压力、板坯含水率和加压速度,每个因素对产品质量都有着密切的关系。在 制订热压工艺时必须根据不同原料的物理、化学性质的具体情况,适当地选择各项工艺条件。
(1)热压工艺因素与产品质量的关系
①热压温度:热压温度的作用在于使纤维受热后塑性增加而软化,便于压缩,板坯内水分汽化蒸发;加速胶粘剂的缩聚与固化。
热压温度的选择主要依据板的性能、胶粘剂种类以及生产效率来确定。热压温度通常脲醛树脂胶为160~180℃,酚醛树脂胶为185~19 5℃。选用温度的高低,还取决于原料、树种、板坯含水率、板坯厚度、加热方式、时间及压力大小等其他因素。
②热压压力:压力的作用是克服板坯内部摩擦力或称反弹力,将板坯压缩到厚度规格要求,保证产品厚度和密度。
一般热压压力在2.5~3. 5MPa,制取高强度制品或遇硬质木材的纤维材料等特殊情况,压力可达5---5.5MPa。
③热压时间:板坯在热压时’不论采用的温度高低和压力大小,都需要一定的时间,才能保正热量的传导和压力的传递’以达到胶粘剂固化,制得预定密度和力学性能的制品。热压时间的确定与胶粘剂性能、纤维质量、板坯含水率、热压温度、压力、加热方式以及板坯 厚度有关。
加热时间,一般用Imm成品板厚所需的时间表示。采用热压板接触加热方式,1mm加热时间为18~22s,采用高频加热则热压时间仅为接触式加热的1/3 -1/2;喷射蒸汽加热仅为接触加热的1/5~1/6,并且不受制品厚度的影响。
④板坯含水率:板坯内水分在热压过程中增加纤维的可塑性和导热性,促使木质素树脂比和降低熔点,所以适当的板坯含水率,对板的质量有保证,一般板坯含水率为8%-12%。
⑤加压速度:在相同的热压压力下,不同的加压速度,影响着板的性能和断面密度分布。加压速度快,板的静曲强度高,内结合力降低。加压速度慢,静曲强度下降,预固化层加厚, 内结合力提高。但过慢会使整板松软达不到质量标准。
加压过程中确切的加压速度,是随着升温速度、纤维形态及性质,加热时间等因素而变化的。而实际操作中,只能在一定时间内用板坯厚度变化来表示,即板坯平均加压速度,一 般为5mm/s左右。
(2)热压曲线
热压工艺参数在热压过程中的变化,可用热压曲线来表示。热压曲线是诸工艺因素在热压过程的综合实施。合理的热压曲线是保证产品质量的关键。制订正确的热压曲线,必须保证实施以下步骤,完成下列步骤即为一个热压周期。 当板坯装入热压机后起动压机。
①各热压板快速提升。
②当每块板坯表面接近上压板时缓慢闭合。
③板坯在压板闭合后再加快加压速度。
④按压制板的厚度,随着压力的上升应自动控制调整加压速度,以达到板厚密度的均匀 性。
⑤板坯压缩到厚度规限位后,转换为在线性位置控制器(如LVDT等)的位置控制下,保持工艺要求的加热时间。
⑥保持时间到达后,压力缓慢降压。
⑦热压板缓慢打开。
⑧热压板快速下降。
⑨热压板降到接近较低位置时,缓慢落到底——软着陆。
⑩热压周期结束,并为下一周期做好准备。
热压曲线是由热压机的液压系统,通过手动或程序逻辑控制器(PLC)进行自动控制的。各生产厂家采用热压曲线不完全相同。现将我国引进较早的2个厂家提供的热压曲线,作 简单介绍。
瑞典MOTALA多层热压机采用的热压曲线。其特点是采用压力——时间——位置双重控制,即用液压压力——时间和活动平台位置——时间两条曲线表示。
热压阶段由Ai-B4是以油缸活塞杆面积上的液压压力加压,闭合后的板坯压力仅达到0.65MPa。B5-C4是以活塞面积上的液压压力加压,这是主要阶段,板坯较高压力可达 0.6MPa。C1-C3为连续位置控制阶段,速度由PLC自动控制,当活动平台位置达到L4(工 艺设定的位置),即封入C4阶段,在此阶段液压系统进行“通——断”位置控制,直到板坯树脂固化,时间约为总热压时间的1/3 。为防止C1-C3阶段压机意外张开,设定安全很限压力0.6MPa。D1压力由c4降到约O.98MPa,然后慢速张开,E1、E2阶段的较高速度是0.8mm/s。
该压机设计的加压速度是,当板坯单位面积压力分别为0.04、O.35、1.42、3.46MPa时,加压速度分别为15000,5940,1860,450mm/min。
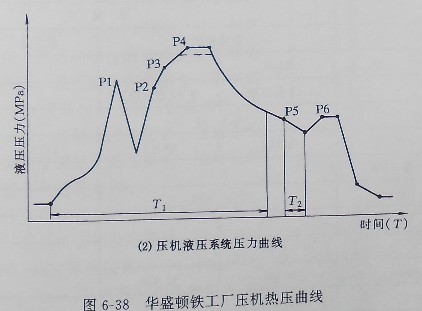
美国华盛顿铁工厂提供的热压曲线,见图1为板坯热压曲线,较高板坯单位面积压力5. 5MPa,较高温度176℃。图2为压机液压系统压力曲线。
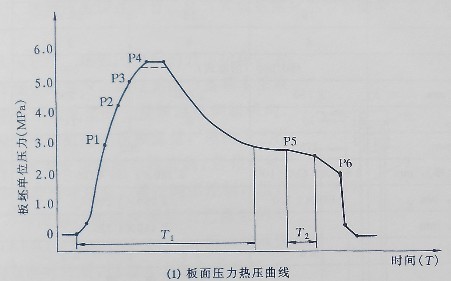
加压过程分为四段,分别以不同的速度加压。
P1为快速闭合阶段:加压速度14 300mm/min
P2初升压阶段:加压速度1 400mm/min
P3继续升压阶段:加压速度763mm/min
P4较高压力阶段:加压速度213mm/min
板坯加压到较高压力P4,即由“LVDT"控制活动平台位置,待板坯克服反弹力,厚度达到厚度规限定位置后,将压力降到与板坯内部饱和蒸汽压力相等的P5,然后保持到板坯内多余水分排出,树脂固化。

