
摘 要: 开发由聚磷酸铵 (APP) 、季戊四醇 (PER) 和三聚氰胺脲醛 (MUF) 树脂合成的表面涂布型氨基阻燃树脂, 并将其应用于中密度纤维板的阻燃处理, 探讨树脂体系的构成及涂布量对板材阻燃性能的影响。研究表明:1) 氨基树脂受热形成膨胀炭质层, 可阻碍热量和氧气传递, 延长引燃时间, 释热速率、释热总量大幅降低;2) 随阻燃剂比例和树脂涂布量增加, 板材的阻燃能力逐渐增高;3) 处理15 mm厚MDF, 每m3板材阻燃剂的涂布量仅为传统施胶过程添加阻燃剂用量的1/6, 处理板材的火势增长指数FGI下降94.7%, 在抑制火势扩大和蔓延速度方面更具优势。
目前, 人造板阻燃处理主要采用混合、浸注处理等工艺方法[1]。具体而言, 阻燃刨花板和纤维板的制备, 是在刨花、纤维施胶阶段引入阻燃剂[2-3];阻燃胶合板、阻燃细木工板的生产, 则先进行单板或木条的浸注处理, 再经过干燥、涂胶、热压等工序;还有将半成品材料进行真空加压浸注处理的方法[4]。但这些生产方法均存在弊端。如阻燃剂在材料中过度分散而使阻燃效力降低, 一般只能以增加阻燃剂用量来保证阻燃效果[5], 而引入大量阻燃剂对板材的物理力学性能有负面影响;浸注法还增加了干燥工序, 导致生产周期延长, 效率下降, 投入增加。
氨基树脂本身具有大量的叔氮结构, 是膨胀型阻燃体系中性能优异的大分子气源, 与聚磷酸铵复配具有较好的阻燃性能[6]。为此, 笔者提出以氨基树脂与聚磷酸铵复配阻燃氨基树脂, 在木质材料表面直接涂布, 构筑阻燃层的方案, 在保证阻燃效果的同时, 简化生产工艺。本文重点探讨阻燃氨基树脂体系的配比及涂布量对中密度纤维板阻燃效果的影响, 旨为木质材料阻燃工艺的优化、降低成本提供新径。
1 材料与方法
1.1 试验材料
1) 三聚氰胺脲醛树脂 (MUF) 参照文献[7]自制, 树脂黏度为27 s (涂-4, 25℃) , 固体含量为55%, p H值8.0。
2) 膨胀型阻燃剂 (Inrumescent flame retardant, IFR) 主要成分为:聚磷酸铵 (APP) 、季戊四醇 (PER) 等。
3) 中密度纤维板
(1) 素板 (MDF-C) , 外购, 密度0.6 g/cm, 厚度15 mm, 未进行阻燃处理。
(2) 阻燃中纤板 (MDF-FR1) , 外购, 以施胶过程中添加阻燃剂方式制备, 密度0.6~0.8 g/cm, 厚度15 mm。阻燃剂为磷酸铵盐类, 添加量约50 kg/m。经检测, 其燃烧性能达到GB 8624-2012《建筑材料及制品燃烧性能分级》的B1难燃等级。
1.2 试验方法
1.2.1 阻燃氨基树脂体系 (IFR-MUF) 的配制
已有研究表明, 聚磷酸铵/季戊四醇/三聚氰胺体系中, 三种物质对膨胀炭质层的膨胀高度、蜂窝结构、致密性以及炭质层的强度等有重要影响[8-10], 其中聚磷酸铵APP和季戊四醇PER分别发挥脱水剂和成碳剂的功效, 是构成阻燃氨基树脂体系的核心物质。因此, 本试验分两步进行。
1) 阻燃剂 (IFR) 的配制。
根据前期试验结果, APP与PER的质量比设计了六个水平, 分别为1.0、1.5、2.0、3.0、3.5和4.0;不同配比的IFR阻燃剂与MUF树脂, 按质量比50∶100混合, 用于MDF表面涂布。通过测定和比较板材的燃烧性能, 确定较优的阻燃剂组成。
2) IFR阻燃剂与MUF树脂的配比。
以APP与PER较优质量比配制的IFR阻燃剂, 与MUF树脂按质量比50∶100、80∶100、100∶100和120∶100四个水平, 分别制备阻燃氨基树脂 (IFR-MUF) 。通过比较分析不同树脂处理MDF的燃烧性能, 确定IFR与MUF的较佳配比。
1.2.2 阻燃氨基树脂的涂布工艺
利用涂布棒, 将配制好的阻燃氨基树脂均匀涂布在幅面为100 mm×100 mm的MDF素板表面, 用称量法调节涂胶量。
根据前期试验结果, 设定涂布量为200、250、400 g/m。涂布完毕后, 板材在室温下放置24 h, 待其自然干燥后, 进行阻燃性能测试。
1.3 性能测试
采用锥形量热仪, 按ISO 5660-1“Reaction-to-fire test—Heat release, smoke production and mass loss rate—Part 1:heat release rate (cone calorimeter method) ”, 实时检测样品的热释放速率等参数。
试样幅面尺寸100 mm×100 mm, 每个样品重复3次;热源辐射强度50 k W/m。
2 结果与分析
2.1 阻燃氨基树脂体系对阻燃效果的影响
2.1.1 阻燃剂APP/PER的配比
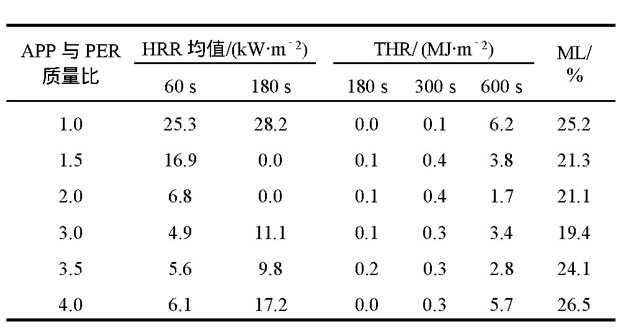
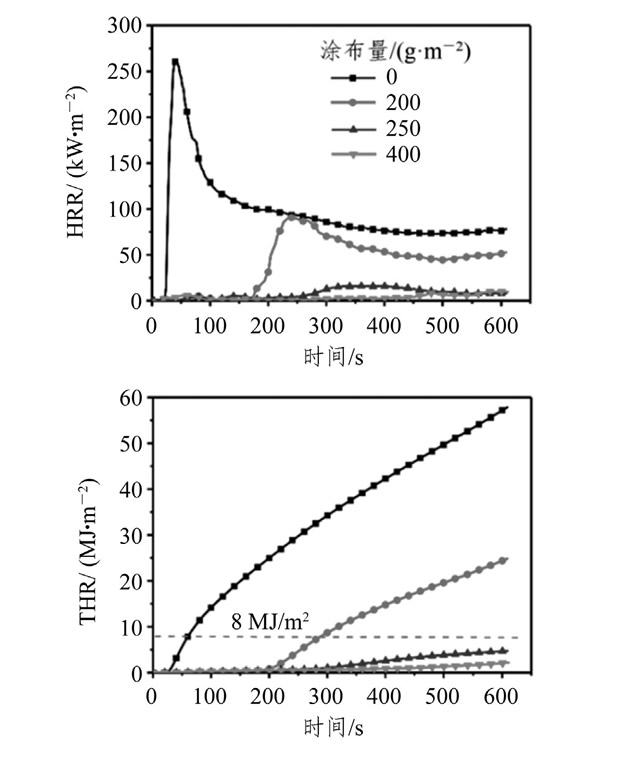
APP与PER按不同质量比制备的树脂用于涂布MDF, 试样的热释放速率 (HRR) 、热释放总量 (THR) 和质量损失率 (ML) 等测试结果见图1和表1。
综合图1和表1结果可知, 在本试验条件下, 在400 s内, MDF各试样的释热总量THR差异不大;400 s后出现差异, 即随着APP/PER质量比的增加, THR与ML均呈现先减小后增加的趋势。这是因为APP量少时, 分解产生的酸源不足, 成炭量小, 炭质层膨胀性不良, 隔热效果差, 对基材的保护作用也差[11];而PER量少时, 不能提供充足的炭源, 炭质层膨胀性也变差, 在炭质层中央易出现裂纹, 使隔热效果变差;但PER过多, 形成的炭质层结构密实, 导热率反而提高, 隔热效果也会变差[9]。在APP与PER质量比为2.0时, 两者达到了较好的匹配效果, MDF试样的HRR与THR均处于较低水平。
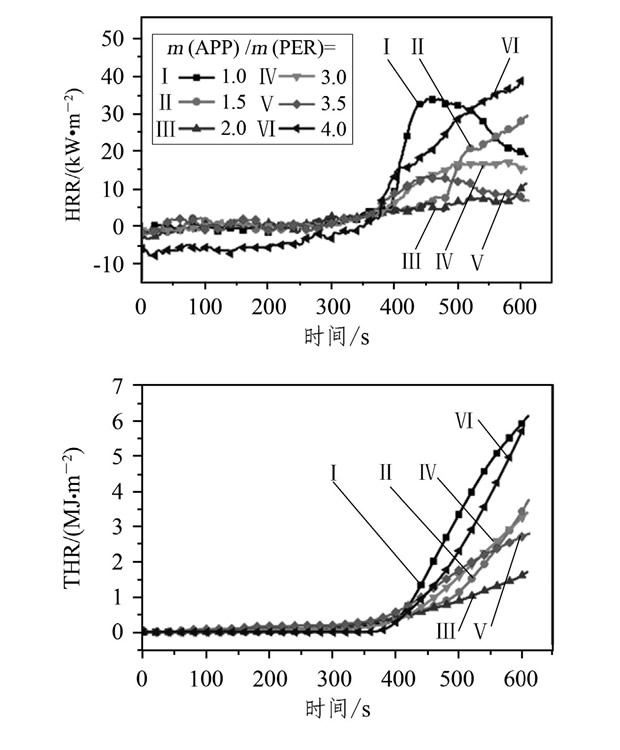
图1 APP/PER质量比对MDF试样释热速率和总量的影响
表1 APP/PER质量比对MDF试样释热和质量损失的影响
2.1.2 IFR阻燃剂与MUF树脂的配比
选用APP与PER以质量比2.0配制的阻燃剂IFR, 与MUF树脂以不同质量比配制阻燃树脂, 处理MDF试样的释热和质量损失测试结果列于表2。
表2 IFR/MUF质量比对MDF试样释热和质量损失的影响
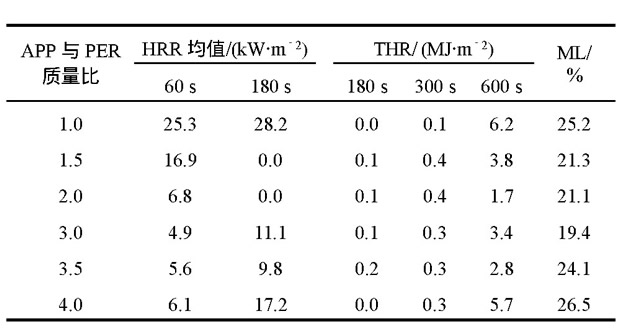
表2显示, 随着树脂体系中阻燃剂IFR比例的增加, MDF试样的释热速率峰值pk HRR、释热总量THR均降低, 而质量损失率ML的变化较小。
当体系中IFR与MUF质量比由50∶100增加到80∶100时, 体系的阻燃作用变化并不明显;当比例达到100∶100时, MDF试样的pk HRR与THR均明显降低, 尤其当比例增加到120∶100时, 600 s内试样的THR降低了约60%, 为6 MJ/m左右。表明随着阻燃剂用量的增加, 树脂体系阻燃效果的持久性逐步提高。但是, 过高的阻燃剂比例对胶合性能有不利影响, 在前期研究中已经得到证明[12]。
2.2 阻燃氨基树脂 (IFR-MUF) 的涂布量
阻燃氨基树脂的涂布量对炭质层膨胀高度具有决定性作用, 也是影响阻燃效果的关键所在。
选定APP与PER质量比2.0、IFR与MUF质量比50∶100配制的阻燃树脂 (IFR-MUF) , 在不同涂布量下处理MDF。试样的释热、引燃时间 (TTI) 、质量损失的情况, 见图2与表3。
由图2与表3可知, 当涂布量为200 g/m时, 体系膨胀形成炭质层, 表现为MDF释热速率较低;当加热到173 s时 (表3) , 材料被引燃并形成释热峰, 峰值100 k W/m左右。随着涂布量的增加, 引燃时间逐渐延长, 释热速率峰逐渐消失, 释热速率曲线逐渐变成一条几乎与横坐标轴相平行的直线。
观察炭质层膨胀状态发现, 涂布量为200 g/m时, 虽有膨胀层形成, 但膨胀高度不足以抵挡外界热源的作用, 170 s之后膨胀层裂开并从开裂处被引燃, 火势逐渐壮大;当涂布量增加到250 g/m时, 形成的膨胀层较高, 隔热能力提高, 250 s时才从膨胀层开裂处引燃, 且火势较小;当涂布量继续增到400 g/m时, 膨胀层高度大幅度提高, 隔热隔氧能力也提升, 表现为引燃时间近10 min, 且10 min内的释热总量降低到3.0 MJ/m, 质量损失不足20%。
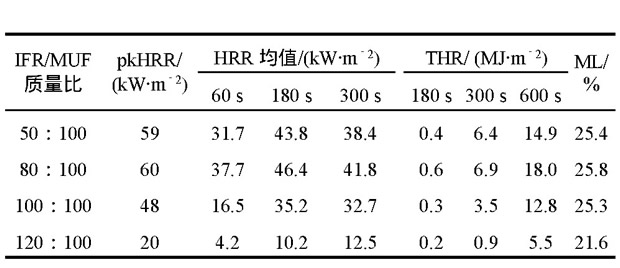
图2 涂布量对MDF热释放速率和释热总量的影响
表3 不同涂布量MDF试样的燃烧性能
2.3 不同阻燃处理方式的阻燃效果
按APP与PER质量比2.0、IFR与MUF质量比60∶100配制氨基阻燃树脂 (IFR-MUF) , 以300 g/m涂布于MDF表面, 制备阻燃试样MDF-T, 并与对照素板MDF-C及外购阻燃试样MDF-FR1进行燃烧性能测试结果对比, 结果见图3和表4。
图3显示了材料受热初期的平均HRR。在60、180、300 s内, MDF-T的平均HRR比MDF-C分别降低85%、73%、74%, 比MDF-FR1分别降低34%、36%、37%, 且此时每mMDF-T的阻燃剂用量仅为MDF-FR1的1/6。有研究表明, 180 s内的平均HRR与室内火灾初期的释热速率数据有很好的相关性[13-15], 因此, 采用表面涂布氨基树脂的处理方式, 可以有效降低MDF受热初期的释热速率, 对降低火灾危害具有积很意义。
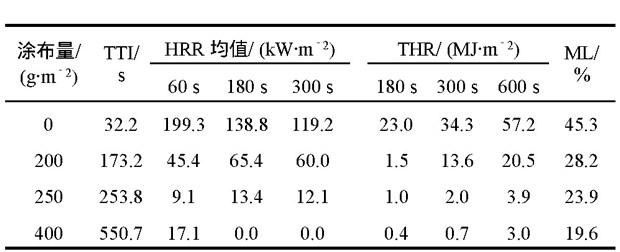
图3 不同试样的热释放速率和释热总量
表4 不同试样燃烧性能的比较
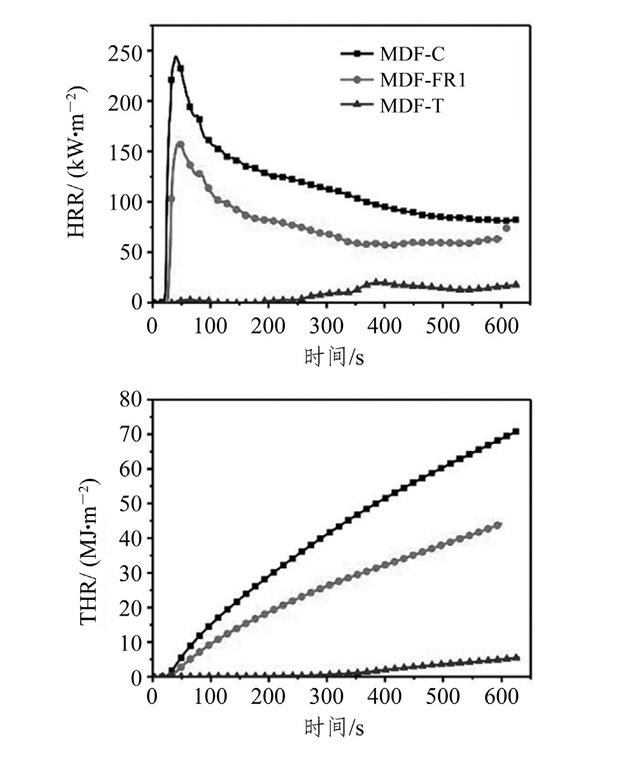
由表4可知, 对照MDF-C和MDF-FR1样板的引燃时间分别为32.2、17.2 s, 而MDF-T的引燃时间延长至185 s, 比MDF-C和MDF-FR1分别延长了5.7、11倍。
另外, 氨基阻燃树脂的涂布还大幅降低了释热速率峰值pk HRR和火势增长指数FGI[15]。相对于MDF-C和MDF-FR1, MDF-T的pk HRR分别降低了76%、62.7%, FGI减小了96.7%、94.7%, 火势蔓延的危害程度大幅降低。
在燃烧试验中发现, MDF-FR1引燃后形成的火焰迅速分布在样品的整个表面, 释热速率较高;而MDF-T的引燃仅发生在涂层开裂的某一部位 (多数发生在样品边缘) , 并未迅速蔓延至整个表面。其原因就是表面的阻燃树脂受热形成了膨胀炭质层, 阻碍了外界热量和氧气向材料内部的传递, 从而有效地抑制了木材的热分解, 及火势在材料表面的蔓延扩展。
表4中还列出各试样受热600s内的质量损失率 (ML) 和各时间段内的释热总量 (THR) , 均以MDF-T较低, MDF-FR1次之, MDF-C较高。由此说明, 虽然阻燃氨基树脂只存在于MDF表面, 但其形成的膨胀炭质层有效地抑制了木材的热分解, 减少质量损失, 降低燃烧释放的热量, 而且时间越长效果越明显。这种作用效果是阻燃氨基树脂作用机理与表面涂布方式有机结合的结果, 对抑制火势扩大和火灾的蔓延速度具有重要作用。
3 结论
1) 当APP/PER质量比为2.0时, 阻燃树脂体系 (IFR-MUF) 的阻燃效果较佳。随着体系中阻燃剂IFR的比例增加, 处理板材的释热等阻燃指标明显下降, 但考虑对胶合性能的影响, 阻燃剂IFR的添加比例应适中。
2) 随着氨基阻燃树脂IFR-MUF在MDF表面涂布量的增加, 板材在燃烧过程中形成炭质层膨胀高度逐渐增加, 引燃时间逐渐延长, 热释放总量降低。
3) 在本研究条件下, 采用表面涂布型阻燃树脂处理15 mm厚MDF, 每阻燃剂的用量仅为传统施胶过程添加阻燃剂工艺的1/6, 引燃时间可延长10倍左右, 较大限度发挥了阻燃剂的作用。实际应用过程中, 应根据所要求的阻燃等级以及应用场合, 选择适宜的涂布量。
参考文献
[1]R M Rowell.Chemical modification of wood:A short review[J].Wood Material Science&Engineering, 2006, 1 (1) :29-33.
[2]R Hashim, O Sulaiman, R N Kumar, et al.Physical and mechanical properties of flame retardant urea formaldehyde medium density fiberboard[J].Journal of Materials Processing Technology, 2009, 209 (2) :635-640.
[3]Wang S Y, Yang T H, Lin L T, et al.Fire-retardant-treated low-formaldehyde-emission particleboard made from recycled wood-waste[J].Bioresour Technol, 2008, 99 (6) :2072-2077.
[4]O Grexa, E Horváthová, O G Bešinová, et al.Flame retardant treated plywood[J].Polym Degrad Stab, 1999, 64 (3) :529-533.
[5]李晓平, 吴章康, 刘刚连, 等.木质原料和阻燃剂对刨花板性能的影响[J].南京林业大学学报:自然科学版, 2014, 38 (3) :103-108.
[6]朱海龙, 吴玉章, 孙伟圣.膨胀型阻燃氨基树脂的制备及性能[J].消防科学与技术, 2012, 31 (12) :1326-1328.
[7]Ma X X, Wu Y Z, Zhu H L.The fire-retardant properties of the melamine-modified urea-formaldehyde resins mixed with ammonium polyphosphate[J].J.Wood Sci., 2013, 59 (5) :419-425.
[8]B Schartel, T R Hull.Development of fire-retarded materials:Interpretation of cone calorimeter data[J].Fire Mater., 2007, 31 (5) :327-354.
[9]Gu J W, Zhang G C, Dong S L, et al.Study on preparation and fire-retardant mechanism analysis of intumescent flame-retardant coatings[J].Surf.Coat.Technol., 2007, 201 (18) :7835-7841.
[10]Lim K S, Bee S T, Sin L T, et al.A review of application of ammonium polyphosphate as intumescent flame retardant in thermoplastic composites[J].Composites Part B:Engineering, 2016, 84:155-174.
[11]Li B, Xu M.Effect of a novel charring–foaming agent on flame retardancy and thermal degradation of intumescent flame retardant polypropylene[J].Polym.Degrad.Stab., 2006, 91 (6) :1380-1386.
[12]李改云, 吴玉章, 李伯涛.三聚氰胺改性脲醛树脂的合成及其在阻燃胶合板中的应用[J].南京林业大学学报:自然科学版, 2012, 36 (4) :103-106.
[13]秦华, 刘博乐, 王丁玎.高层住宅建筑火灾逃生前期的行为研究[J].工业工程, 2016, 19 (1) :86-90.
[14]G Proulx, I M A Reid.Occupant behavior and evacuation during the chicago cook county administration building fire[J].Journal of Fire Protection Engineering, 2006, 16 (4) :283-309.
[15]舒中骏.聚合物材料火灾燃烧性能评价[M].北京:化学工业出版社, 2007:48-78.

