
摘 要: 在制备UF树脂时加入微量的催化剂JSB1, 用于制作密度板, 对比空白样进行性能变化分析, 结果显示向各物质的量比的UF树脂中加入设计量催化剂JSB1制备的板材, 其各项力学性能比空白样的对应值均有所提高, 其改善效果可与所加三聚氰胺制备的板材效果相比, 对于加有催化剂三聚氰胺的树脂也同样有增强力学性能的效果;催化剂JSB1的加入量对板材的力学性能影响规律性不明显;树脂在不同温度下加入催化剂, 其制备的板材力学性能的变化也不规律。加入催化剂的各物质量比的树脂制备的板材, 通过提高热压温度可以提高板材的大部分力学性能。
脲醛树脂胶因具有胶合强度高、固化快、操作性能良好且成本低廉、原料来源丰富等优点而被广泛应用于木材加工及涂饰行业, 尤其是作为胶粘剂用于刨花板、胶合板、密度板等木工行业中, 占该行业用胶量的80%以上。但脲醛树脂易释放甲醛的问题也引起环保学家和消费者的关注, 目前普遍采用的降低胶粘剂游离甲醛含量的方法是降低反应时甲醛对尿素物质的量比, 并对树脂进行改性和添加甲醛捕集剂, 结果导致胶产品的成本大幅度提高, 或力学性能降低[7,8], 从而限制了其大范围推广应用。本研究通过在UF树脂中加入微量的催化剂JSB1, 用于制作密度板, 测试其力学性能并与空白样对比, 探讨催化剂JSB1的加入对密度板性能的影响, 相关研究未见报道。
1 实验部分
1.1 主要原材料
催化剂JSB1, 强碱性淡黄色液体, 固含量8%, 金赛博阳 (北京) 科技有限公司;甲醛溶液, 分析纯, 含量36.8%, 国药集团化学试剂有限公司;尿素, 总氮 (N) ≥46.4%, 内蒙古乌拉山化肥有限公司;木纤维, 中国林科院木材工业研究所中试基地。
1.2 仪器及设备
数显恒温油浴槽, HH-6, 金坛市正基仪器有限公司;酸度计, 827PH lab, 瑞士Metrohm公司;黏度计, DV-I+VISCOMETER, 美国BROOKFIELD公司;平板式热压机, QD, 上海人造板机器厂;力学材料试验机, WDW-W10, 济南时代试金仪器有限公司;及一般实验室仪器。
1.3 胶粘剂的合成与木纤维的准备
UF树脂按照表1设计的物质的量比进行合成, 在反应器中加入适量甲醛, 用浓度为40%的Na OH调p H, 加入尿素进行反应, 保持一定的温度与时间, 反应到终点时, 调整温度, 加入设计量的催化剂, 冷却, 将其倒入干净的干燥塑料容器中存放备用。
木纤维在电干燥箱中干燥至含水量为3%, 存放在干燥塑料袋中备用。
1.4 试验设计
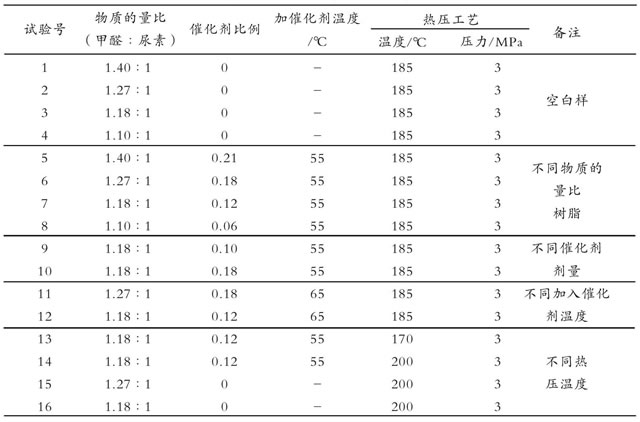
木纤维与UF树脂的质量比为90∶10, 影响密度板性能的4个因子分别为甲醛与尿素的物质的量比、催化剂的剂量、加入催化剂温度及制板热压温度。具体设计见表1。
1.5 密度板的制备
干燥过的木纤维先在高速混料机中常温混合3 min, 然后在高压下将固含量为50%的UF树脂喷入木纤维并混拌5 min, 再室温干燥2 h, 然后在规格为340 mm×360 mm的成型框中预压成型后放入压机中热压成规格为340mm×360 mm×12 mm的密度板, 在温度为 (25±3) ℃, 相对湿度为 (65±2) %的环境中放置7 d, 然后根据测试需求锯制试件, 用于进一步测试。
表1 树脂合成及制板试验方案
1.6 密度板性能测试
密度板的物理力学性能测试依据GB/T17657—2013、GB/T 11718—2009标准[9,10]进行, 力学性能包括内结合强度 (IB) , 静曲强度 (MOR) , 弹性模量 (MOE) , 物理性能包括密度, 24 h吸水厚度膨胀率 (24 h TS) 。测试24 h TS时, 试件要在室温下放入水中, 分别在试验前和浸泡24h后测试件厚度。所有测试项目的试件数均为9块 (从3块平行样中各取3块所得) 。用于测试IB, 24 h TS和密度的试件规格为 (50mm×50 mm) , 用于测试MOR和MOE的矩形试件规格为 (300 mm×50 mm) 。
2 结果与讨论
2.1 物质的量比对板材力学性能的影响
试验中物质的量比为1.1∶1的树脂中加入了三聚氰胺, 因此这一物质的量比的树脂制备的板材无论空白样还是加催化剂的试件, 其对应板材的各项物理力学性能均好优于其他未加三聚氰胺的各物质的量比的树脂制备的板材。从图1中也可以看出除IB中物质的量比为1.18∶1的板材低于空白样板材外, 其他所有力学性能中加催化剂的板材均优于空白样板材, 有利于改善板材的力学性能, 比较空白样中加入三聚氰胺的物质量比为1.1∶1样与加催化剂样的数据, 可见加入催化剂样的力学性能与加入三聚氰胺的板材相当、甚至更好, 在加入催化剂的板材中加有三聚氰胺的板材其力学性能也是较好的, 说明催化剂的加入对加有三聚氰胺的树脂也同样有增强力学性能的效果。
对空白样来说, 除加入了三聚氰胺的其他3种物质的量比的树脂制备的板材其综合性能较好的是物质的量比为1.27∶1的树脂, 而不是物质的量比为1.4∶1的树脂, 这是因为其物质的量比为1.4∶1的树脂的MOE和IB低于物质的量比为1.27∶1的树脂。
对于加了催化剂的树脂样来说, 除加入了三聚氰胺的其他3种物质的量比的树脂制备的板材的力学性能与空白样略有不同。MOR和MOE随着物质的量比的增加而降低, 而IB则增加。24 h TS均表现为随物质的量比的增加而下降。
2.2 催化剂用量对板材力学性能的影响
由图2可以看出, 与空白样相比, 加入催化剂的样品, 除IB外, 其性能均有提高, 但是随着催化剂用量的增加, 板材的力学性能呈现不规律的变化, 在加入比例较高0.18%时, 其MOR值与MOE值较低, 而IB值较大, 24h TS较低 (较好) 。说明催化剂的量不是越大其板材性能就越好。
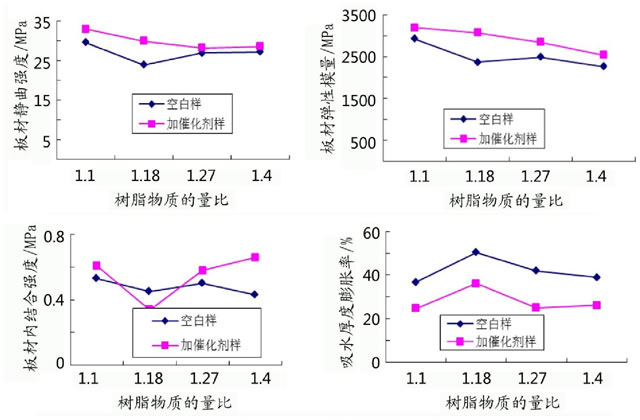
图1 树脂物质的量比对板材力学性能的影响
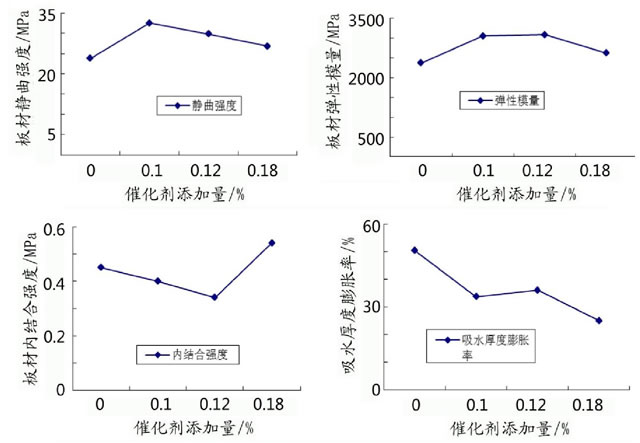
图2 催化剂用量对板材力学性能的影响
2.3 加催化剂时的温度对板材力学性能影响
由图3可以看出, 试验中选取的2种物质的量比树脂制备的板材在2个不同加入温度下的力学性能变化特点也不一样, 物质的量比为1.18∶1的树脂在65℃下加入催化剂, 其制备的板材MOR和MOE值小于55℃下加入催化剂制备的板材的对应值, 表现为负影响, 而IB值变大, 24 h TS变小, 表现为正影响;物质的量比为1.27∶1的树脂在65℃下加入催化剂, 其MOR和IB与55℃下加入催化剂的MOR变化不大, 但是MOE与24 h TS分别变小和增大, 均为负影响。
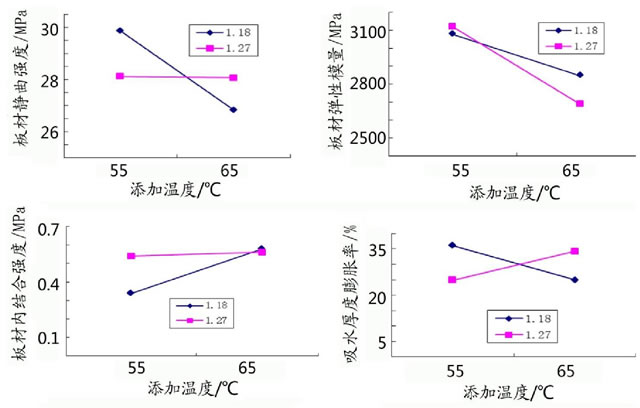
图3 加催化剂时的温度对板材力学性能影响
2.4 热压温度对板材力学性能的影响
图4中是2种物质的量比的树脂的空白样与加催化剂样分别在2个热压温度下制备的板材的物理力学性能。
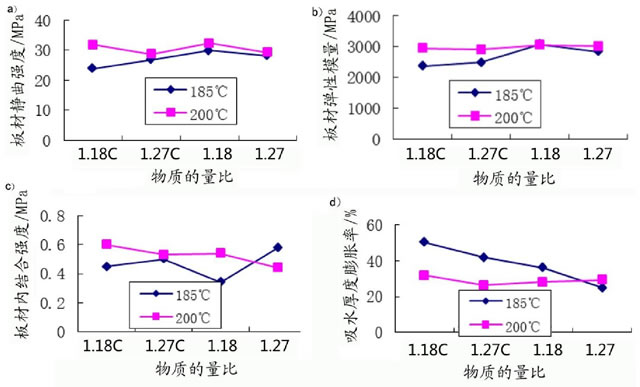
图4 热压温度对板材力学性能的影响
由图4a) 可以看出2种物质的量比的树脂无论是否加催化剂, 在200℃热压温度下制备的板材的MOR均高于185℃热压温度下板材的对应值。并且加入催化剂的树脂制备的板材MOR均高于空白样的对应值, 物质的量比为1.18∶1时的树脂加入催化剂后板材MOR值大于物质的量比为1.27∶1时的树脂的对应值。
由图4b) 可以看出在200℃热压温度下制备的板材的MOE值均优于185℃热压温度下板材的对应值, 且加入催化剂的树脂制备的板材MOE值均高于空白样的对应值。
由图4c) 看出除物质的量比1.27∶1加催化剂树脂外200℃热压温度下制备的板材的IB均高于185℃热压温度下制备板材的对应值。
由图4d) 可以看出除物质的量比1.27∶1加催化剂树脂外, 200℃热压温度下制备的板材的24 h TS均低于185℃热压温度下制备板材的对应值, 且在185℃热压温度下制备板材的24 h TS随着物质的量比的增加而减小, 同物质的量比的树脂加催化剂的24 h TS比空白样的24 h TS更低。数据说明提高热压温度, 有利于提高板材的大部分物理力学性能。
3 结论
1) 各物质的量比的树脂中加入催化剂制备的板材, 其各项力学性能均有提高。除物质的量比为1.18∶1的内结合强度低于空白样的外, 其他所有加催化剂的板材力学性能均优于空白样的力学性能。说明催化剂的加入有利于改善板材的力学性能。对于加有三聚氰胺的树脂也同样有增强力学性能的效果。
2) 在甲醛对尿素物质的量比为1.18∶1树脂中分别加入不同比例的催化剂后, 发现催化剂的量不是越大其板材性能越好。在不同温度的树脂中加入催化剂, 其制备的板材力学性能变化规律不明显。
3) 提高热压温度有利于提高板材的各项力学性能。

